大连经济技术开发区森港机械刀片有限公司

削片机刀片如何选择?
2023-02-20

在木材削片机中,比较容易损坏的是刀片,刀片的寿命长短也是用户关心的问题,所以削片机选择一套好的刀具很重要。
一般情况下,削片机刀片采用合金钢加工制造,经过专业的热处理,刀口硬度在HRC55-58°,必须保证刃口长久锋利、耐磨,以确保切削木片质量和生产效率。
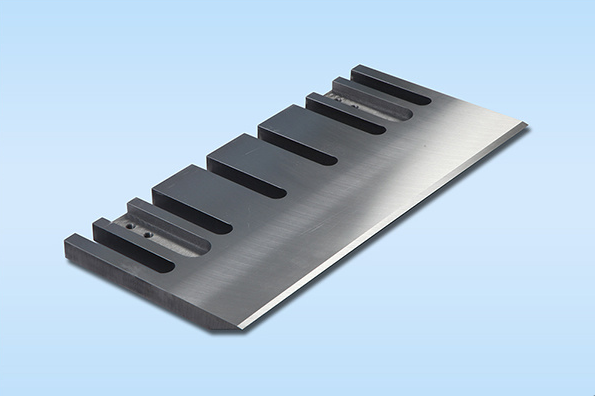
刀片厚度可控制在2~20mm,刀口刃口锋利,粉碎效果较好,表面镜面一样美观整齐,耐磨,硬度均匀,切口平整,稳定性能好,连续生产时间比同行平均寿命多2倍。
增加刀片厚度刀片角度,防止刀片偏离,有效传递切割力,设计多种形状的刀片,满足不同客户的需求。
削片机合金刀具耐磨、可靠、先进、提高使用寿命——独特的粉碎系统设计,较大的提升了设备的寿命。粉碎室采用多级粉碎工艺和细碎原理装置,其特点是工作冲击力大,生产效率高,细碎能力强。
削片机刀具的锋利程度直接影响削片的质量。飞刀刀片有单刃和双刃两种,鼓式削片机条形底刀多采用四面刃。单刃刀片切削时易使原料切成碎片;双刃刀片适于切削硬质材和冰冻材。刀片的研磨角应根据被切削原料的材质而定,切削硬材或冰冻材时,研磨角要大,而切削软材的刀具研磨角宜小。这样才能保证切削良好的质量,而且又可降低能耗。为确保刀片刃口锋利,要求刀片要定期研磨和更换,在正常情况下,飞刀每4~8h应更换研磨,底刀每半个月更换一次。
不同种类的木材其韧性不同,切削的难易程度也不一样,这个时候削片机的刀片选择就显得非常的重要了。一般情况下使用的都是采用合金钢制成的刀片,这种刀片具有高硬度的优点,但是切削时间长了,容易损坏,使用寿命也不是很长,因此在刀片的选择上需要慎重一些,尽量选择那些经过高密度热处理,使用寿命长的刀片,这样一来不仅是机器整体的使用寿命得到了提升,对自己来说也是比较好的选择。
上一篇:
下一篇:
相关资讯
2023-02-20
2023-02-20
2019-04-01
2022-07-28
不断创新,不断推出更多更好的服务,打造智能型的中国企业,成就智慧企业家!
2022-01-10
2021-11-12
联系我们
S.G KINFE





立即咨询
联系我们
版权所有 © 2025 大连经济技术开发区森港机械刀片有限公司